杨炎川
江苏安全技术职业学院 江苏徐州 221011
目前,核电作为一种清洁能源得到了大家的广泛重视和关注。据研究统计,核电在世界发电量中的占比在逐年增加,并且有快速上升的趋势[1]。核电与其他化石燃料相比,具有污染小、利用率高的特点,且能够长时间工作和运行[2]。在国家战略发展规划中,虽然核电早就占据着重要的地位,但是有利就有弊,核电安全一直是核电的重要研究课题和一直存在的问题,否则就会带来灾难性的破坏,因此,确保核电安全运行至关重要。
焊接是一种以高效灵活见长的连接方法,在核电设备中被广泛应用。相关研究表明,焊接方法在生产中具有重要的作用,同时因焊接工艺不完善而导致的核电安全事故占比不容忽视[5]。此外,因为焊接工艺要求极高,操作不当则会导致焊缝产生应力集中,最后导致出现不可修复的裂纹和损伤[6,7]。目前,对于316NG材料的焊接工艺研究应用在国内还处于不成熟阶段,很多方法还有待进一步去探索和发现[8]。
本文通过ANSYS Workbench有限元软件对焊接过程进行数值模拟,利用极差分析法研究各焊接参数对316NG核电压力管道焊接接头各个部分存在残余应力的影响,获得数值模拟数据,对比不同参数组合的焊接效果,最后得到最佳的焊接参数,为保证焊接质量、提高设备的可靠性提供保障。
316NG核电主管道焊接平板数值模型如图1所示,该几何模型主要由母材区、焊缝区组成,其中焊缝区位于2个母材区的中央位置。模型的建立与实际几何模型的形状以及比例大小均相同。其中,焊缝区的坡口倾斜角度为20°,焊缝总长为1000mm,宽度取500mm,板厚与管厚一致,均为60mm的316NG平板焊接模型[9]。为了保证焊接效果,根据工艺需求将焊缝区域划分为6道焊道。

图1 316NG核电主管道焊接平板数值模型
3.1 因素、水平、指标的确定
考虑到数值模拟的精确性,为保证最终的结果与实际结果相符合,本文在充分考虑实际影响因素的条件下,将试验因素统一用实际影响因素进行替换。此外,根据生产经验可知,焊接效果主要受4种因素影响,分别为焊接速度、焊接电流、电弧电压及层间冷却时间[10]。该4种影响因素对焊接效果具有较大影响,尤其表现在对焊接残余应力的影响上,因此本文以此4种影响因素作为重要的考察因素来设计试验方案。同时,结合实际生产经验,各因素的水平取值范围与实际相符,力求保证数值模拟结果的准确性和可验证性。
核电管道焊接工艺规程手册对焊接工艺具有明确的说明和指导建议,本文决定采用埋弧焊方式,对焊缝模型在焊缝处简化处理为6层模型[11]。具体的焊接参数结合焊接手册以及实际的工作经验选取,见表1。4种重要影响因素的试验水平数值见表2。

表1 数值模拟所采用的焊接参数

表2 4种重要影响因素的试验水平数值
3.2 试验方案的拟定
为了保证试验效果且减少试验过程中的误差,决定将拉丁方试验的次数控制为9次,不同的水平因素组合及具体的数值配对见表3。此外需要注意的是,各因素组合之间是相互独立的,不会对最终的数值模拟结果产生影响,且试验顺序的给定是随机设定的,并无人为因素。

表3 拉丁方试验方案
4.1 有限元模型
有限元的模型采用 SOLID186 单元[12],整体网格划分情况如图2所示,焊缝处网格划分情况如图3所示。
图2 几何模型的整体有限元网格

图3 焊缝区域的网格模型
值得注意的是,在进行数值模拟过程中,316NG控氮不锈钢材料始终作为母材与焊缝的使用材料,其相关材料属性为已知参数[13]。
4.2 边界条件
在数值模拟中,热量的传递符合按高斯函数分布的热源公式规律[14],即

式中q(r)——距热源中心r处的热流(J.m2.s);
q——热源瞬时热能(W);
R——电弧有效加热半径(m);
r——某点距离热源中心的距离(m)。
为了保证结果的可靠性,其余边界条件的设置均参照实际工作条件,环境温度采取室温22℃,此外还需对管道进行预热处理,预热温度设置为150℃[15]。
5.1 焊接温度场
以拉丁方试验方案编号6为例,计算结束后通过ANSYS后处理功能得出温度场分布云图,如图4所示。图4给出了焊接过程中热源的变化过程及详细的移动状态。从图4可发现,随着时间的推移,第一条焊缝首先处于较热状态、被激活,而后热源随着焊缝的延伸不断地出现后移现象,逐渐将后续焊缝激活。当然,也不难发现,在焊接过程中热源中心处的形状呈现独特的彗星形状,而热源扫过的位置温度会迅速下降并再次恢复到常温状态,该现象与式(1)完全吻合。

图4 焊接过程中各层焊道温度云图
5.2 焊接应力场
每层焊道在焊接完成并冷却后应力分布情况如图5所示。从图5可发现,应力在焊缝中心处最大,然后向焊缝两边进行分散,这就解释了裂纹出现的原因和机理。

图5 各层焊道焊完冷却后应力场分布图
为了便于对数值模拟的结果进行分析,可设置如图6所示的空间位置坐标,各个平面的具体走向和方位安排从图6中可以得到。其中,路径A设置在上表面,且垂直于焊缝轴线;
路径B为分析焊缝轴线的路径;
路径C设置在下表面,且垂直于焊缝轴线;
路径D设置在下表面且平行于焊缝轴线。4条路径的具体空间位置排布可从图6中得到。

图6 模型分析路径
沿路径A、路径C纵向残余应力分布如图7所示。从图7不难发现,应力的分布呈现不对称的情况,这与原先的理论认知相异,位于焊缝中心上表面的残余应力值要明显大于下表面的应力值。造成这种现象的主要原因还是焊缝冷却存在先后差异导致的。上表面的温度要大于下表面的温度,且上表面的散热速度要低于下表面。另外,还可从图7发现,焊接过程中所出现的应力情况在热源区域表现为压应力,而在焊接材料的两边因距焊缝较远,故其应力状态表现为无应力情况,这种现象与实际工况条件下的焊接情况完全相符。因此,在实际操作中,应该尤其注意对焊缝处的保护以及采取相应的措施快速地使热量散去,使温升变得均匀,从而消除应力分布不均的情况,保护焊接效果。
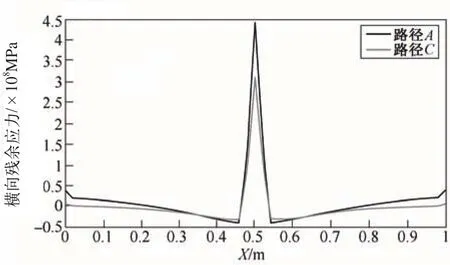
图7 路径 A、路径C纵向残余应力分布
路径B、路径D横向残余应力分布如图8所示。从图8可清楚地发现,2条路径中的应力情况大致相当,主要表现在分布和变化趋势上。同时,关于2条路径中的应力种类也不难发现,在焊缝的中间区域主要表现为拉应力;
而在焊缝的两侧主要体现为压应力。出现应力情况不同的原因归结起来主要是由于温度变化不一致造成的,由于在中间位置更加接近热源,所以温度下降缓慢,而在两测的位置温度下降得更快[16,17],这与实际情况相符合。

图8 路径B、路径D横向残余应力分布
5.3 试验设计优化结果
如前文所述,本文对拉丁方试验中的第6组焊接参数组合进行了数值模拟工作,现在采用同样的数值模拟方法,给定同样的边界条件,对剩余的焊接参数组合进行数值模拟,并得到最后的结果,且在得到9组试验结果后进行数据处理分析,试验结果见表4。

表4 拉丁方试验结果
由表4可看出,对焊接效果的影响中,影响最大的因素是电弧电压,其对焊接效果具有决定性的作用,其次是焊接电流和层间冷却时间,此两者对焊接效果的影响作用几乎相当,这是由于两者对焊接的温度分布均会产生影响;
最次的影响因素是焊接速度。此外不难发现,当电弧电压取值为30V、焊接电流取值为490A、焊接速度取值为10.5mm/s、焊接层间冷却时间取值为100s时,具有最佳的焊接效果,此时应力最小。
为了更加清楚地描述焊接效果与焊接因素之间的函数关系,以焊接残余应力为因变量,其余4种影响因素为自变量,采用Minitab进行拟合可以得到函数关系式,即
F=346.478+2.083I+3.65U-1.75v+1.867Δt(2)
对式(2)进行计算求解,使F最小,求解得到:I=490A,U=30V,v=10.5mm/s,Δt=100s,该结果与上述分析的结果一致。
本文以316NG核电主管道为研究对象,通过使用ANSYS数值模拟,结合热-结构间接耦合的方法对其焊接工艺开展研究,得出各个焊接参数对焊接残余应力影响的大小;
最后采用拉丁方试验的方法对数值模拟的结果进行分析。通过分析,得出了最优的焊接参数配比:当电弧电压取值30V、焊接电流取值490A、焊接速度取值10.5mm/s、焊接层间冷却时间取值100s时,具有最佳的焊接效果。