申 真
(宁波金田铜业,浙江 宁波 315336)
带材表面的振纹是影响六辊精轧机产能及成品率的一个主要原因。振纹产生的原理主要是轧机机架由于某种原因产生了振动,导致轧制力随之波动,进而影响轧制变形区,最终导致机架出口厚度波动,从而产生了振动痕。
六辊精轧机作为铜合金板带精轧设备,对于成品带材厚度公差、强度、表面质量等有着关键影响。轧制振纹是指经过轧制带材表面产生横向,明暗相间的条纹。振纹影响铜带材表面质量、镀层均一性等产品性能,如何解决带材表面振纹是行业内一直存在争议的问题,我们从设备、工艺、轧辊磨削三个方面对振纹产生的特性及解决办法进行了深入的研究和探讨。
轧制过程中的振动,按其产生的原因来分,与所有的机械振动一样,分为自由振动、强迫振动和自激振动三大类。自由振动往往是由于轧制力的突然变化或其它外界力的冲击等原因引起的,这种振动一般可以迅速衰减,因此对轧制过程的影响较小。而强迫振动和自激振动都是不能自然衰减而且危害较大的振动。据统计,机械加工过程中,自由振动只占5%左右,而强迫振动约占65%,自激振动则占30%。
强迫振动是在外界周期性干扰力持续作用下,振动系统被迫产生的振动。它是由外界振源补充能量来维持振动的。强迫振动的过程如图1所示,图中,X1为阻尼自由振动,X2为强迫振动,X为强迫振动和阻尼自由振动的合成。
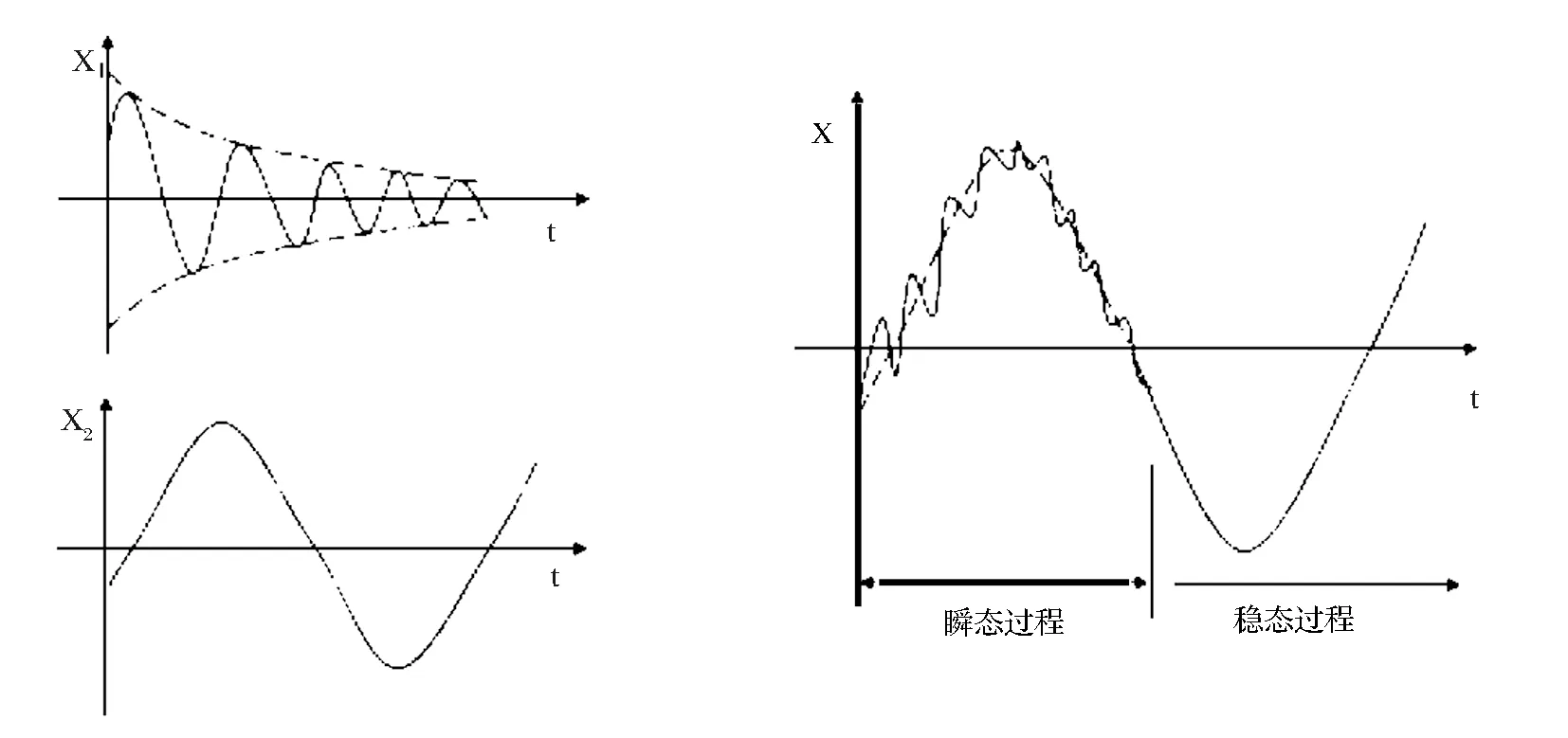
图1 强迫振动Fig.1 Forced vibration
强迫振动的要素公式:
(1)
(2)
从式(1)(2)中可以看出强迫振动的特性:(1)强迫振动是在外界周期性干扰力的作用下产生的,但振动本身并不能引起干扰力的变化。(2)不管振动系统本身的固有频率如何,强迫振动本身并不能引起干扰力的变化。(3)强迫振动的振幅大小在很大程度上取决于干扰力的频率与系统固有频率的比值,当这个比值接近或等于1时,振幅将达到最大值,也就是系统产生了“共振”,此时轧机表现为振动噪音大、轧制力波动大、厚度公差异常波动、偏调波动异常等,一般情况下,主操作会采取降速,避开系统的固有频率从而保证轧制稳定。(4)强迫振动的振幅大小还与干扰力、系统刚度及阻尼系数有关,干扰力越大,刚度及阻尼系数越小,则振幅越大。
强迫振动往往是影响带材质量及生产效率的关键问题。由于强迫振动是由振动系统外的振源补充能量来维持振动的,那么如果能把激振力的来源找到,并加以限制和排除,就能有效减少或减弱强迫振动带来的危害。根据来源可分为基础振动源和机架内部振动源。基础振动源主要是从安装轧机牌坊及主电机或附属设备的地基传到轧机系统的。可以检查地脚螺栓的松紧情况或检查轧制线的高度是否与安装时有偏移。
机架内部振动源主要有:(1)轧机主减速箱齿轮的啮合振动、减速箱输出轴轴承的异常振动,主传动轴万向接轴啮合和铰接振动,轧辊轴承座的轴承转动异常、游隙不正确、润滑不正常等引起的辊系振动;
(2)轧机主电机的振动,包括转子旋转不平衡引起的振动,电磁力不均衡引起的振动等;
(3)AGC高压压下系统、低压驱动系统、轧制线调整系统,因油压波动而引起的压下系统振动或压下伺服阀故障导致压下缸振动工作;
(4)轧辊表面异常或部分过度磨损造成振动,对于轧辊表面的磨削振纹一般采用退火紫铜带检测法,将退过火的紫铜带切成丝状,然后在轧辊表面反复刮拭,这样轧辊表面的磨削振纹就显现出来。
一般情况下,强迫振动主要依靠频谱分析仪进行检测和判断,将拾取的振动相应信号输入频谱分析仪做自功率谱密度函数处理,自谱图上各峰值点的频率即为轧制过程中的振动频率。自谱图上较为明显的峰值点的数量就是轧机系统中振动频率成分的数值,在位移谱图上谱峰值最大的振动频率就是轧机轧制过程中的主振频率。判断机架内部振源位置可采用分别单独驱动设备各转动部件,进行空转实验,查找振源的具体位置;
如无法单独驱动的部件,可对照转动频率与轴承精度计算出频率,并与轧机振源主频率进行对比,确定振源位置。
对于已经查找到的振源分类及位置,可采用消除或减弱产生机械振动的条件,采取各种消振、减震装置等措施。
(1)减小或消除振源的激振力。例如对张紧辊、挤干辊、偏导辊进行动平衡校准,对轧辊轴承及主电机轴承进行拆卸清洗、转动轴承受力部位90°。
(2)调整液压站输油泵输出压力,调节溢流阀使两台(同时工作)油泵输出压力相同(Δp≤1bar);
检查系统蓄能器压力是否在许用压力范围内,如压力不足或压力波动较大,需要对蓄能器进行冲氮补压,一般高压系统蓄能器预设压力应为系统压力的60%~70%。另外应定期对高压系统油箱、滤芯、管路进行打循环和清洗(更换)。
(3)检查和调整轧制线高度,用水平仪检查传动侧与操作侧的轧制线水平度,其误差应在±0.1mm以内,注意检查两侧轧制线楔形块磨损情况,是否存在过度磨损。
(4)液压系统中伺服阀的更换和校正,目前精轧机主要使用的是高精度高响应的伺服阀控制AGC压下系统。由于伺服阀的高响应特性,电缆的电磁信号干扰及阀芯的异物堵塞等都能造成伺服阀的零点漂移甚至伺服阀控制模块损坏,如果发送命令的伺服阀出现了故障,AGC缸的动作会出现颤动或突然“卡死”,可以采用每3个月对机架的在线伺服阀进行更换并清洗其饼状滤芯、零点机械校准。
(5)利用PDA在线监测系统对轧制过程中的张力、厚度测量、板型控制系统、AGC系统进行跟踪记录,对比正常时的数据记录对系统进行恢复和优化。
自激振动是指在没有周期性外力的作用下,由系统内部激发、反馈产生的周期性振动,大多数情况下其振动频率与系统的固有频率相近。由于维持振动所需的交变力是由振动过程本身产生的,所以系统运动一停止,交变力也随之消失,自激振动也就停止。
自激振动系统是一个由振动系统和调节系统组成的闭环系统。振动系统的运动控制着调节系统的作用,而调节系统所产生的交变力又控制着振动系统的运动,两者相互作用,相互制约,形成了一个封闭的自振系统。自激振动有如下特性:(1)自激振动是一种不衰减的振动,外部振动源在最初起触发作用,但维持振动所需的交变力是由振动过程本身产生的,所以系统运动一停止,交变力就随之消失,自激振动停止;
(2)自激振动的频率等于或接近系统的固有频率;
(3)自激振动是否产生以及振幅的大小取决于振动系统在每一周期内输入和消耗的能量的对比情况。

轧制油润滑冷却系统对轧机的自激振动影响很大。润滑条件太好,摩擦系数太小,易引发机架打滑,造成机架自激振动。另外摩擦系数变化致使轧制压力变化,导致系统刚度发生周期性变化,引发轧机自激振动。润滑条件差,辊缝中的油膜厚度小于需要值,容易导致轧制过程中油膜破坏而引起轧制力变化,导致系统刚度发生周期性变化,引发轧机自激振动。轧机的轧制油系统是轧制过程中的关键因素之一,合适的油品、油温、冷却量及输出压力,可以带走轧制变形热,对轧制区起到润滑油膜的作用,减小轧制力改善板型。调试好上述条件后,需要一套性能优秀的轧制油过滤系统,并摸索出适合本设备的过滤规程,例如硅藻土、白土添加比例及添加量,预涂与吹扫周期等,这样才能使设备长期处于良性循环,避免因轧制油变质和污染造成轧机润滑冷却性能变化,进而影响轧制带材表面质量的稳定。
另外,轧辊磨削过程中由于砂轮的进给量一般都不大,砂轮宽度较横向进给量大,当轧辊转过一圈开始磨削下一圈时,砂轮必然和已磨削过的上一圈表面相接触,即产生重叠磨削。如在前一圈磨削时,由于偶然的干扰(砂轮表面的瑕疵、冲击、轧辊表面硬化点),加工表面将产生振纹。当轧辊转至下一圈时,由于磨削到重叠部分的振纹,使磨削厚度发生变化,从而引起磨削力的周期性变化,使砂轮发生振动,而在本转磨削产生新的振纹。这个振纹又影响到下一转的磨削,从而引起持续的再生自振。轧辊磨削质量的好坏直接影响产品表面质量及生产效率,有时带材表面的强迫振纹会与轧辊表面的磨削振纹交叉作用,使带材表面质量急剧下降。因此,定期对磨床设备的轧辊固定托瓦、拨盘,磨削中的砂轮支撑臂刚度检查,对砂轮法兰盘进行动平衡检查,以及砂轮是否修磨正常的检查是十分必要的。
轧辊辊缝弹性系统中轧制负荷的变化ΔP1与由此而产生的轧辊间隙变化ΔS的比KR称为轧辊间隙的弹性常数。根据轧辊辊缝弹性公式:
(3)
式中,KR为轧辊间隙的弹性常数;
S为施加了轧制负荷状态的实际轧辊间隙;
h为机架出口厚度;
P1为每一单位板宽的轧制负荷;
v为机架出口处的轧辊压扁变形量;
Δh=H-h。
(2)

通过对轧制过程中发生的强迫振动、负摩擦自激振动、重叠自激振动的分析和区分,对轧制带材表面产生振纹的分类比较,并提出利用排除法查找振源的方法,从而推出解决带材振纹的步骤及有效措施。但是由于六辊精轧机存在轧辊多、控制系统复杂且振动多是交叉发生的等因素,还有待进一步研究更有效的预防及改进方法以解决多辊系轧机复杂的振动故障。
猜你喜欢 带材轧辊轧机 “双胞胎”轧机投入生产,打破轧机生产传统生产方式铝加工(2022年3期)2022-11-24二代高温超导带材的机械特性研究进展*低温物理学报(2022年1期)2022-10-19非均匀高温超导带材对CORC电缆失超特性的影响研究电工技术学报(2022年19期)2022-10-14热连轧机组粗轧机精度控制一重技术(2021年5期)2022-01-18高精度铜板带拉伸矫直工艺研究及应用有色金属加工(2021年6期)2021-12-15热连轧单机架粗轧机中间坯侧弯废钢成因及对策新疆钢铁(2021年1期)2021-10-14冷轧辊材质及制造技术发展趋势大型铸锻件(2020年5期)2020-12-04热轧粗轧机刚度影响因素分析新疆钢铁(2020年1期)2020-05-24实用高温超导带材的发展现状山东理工大学学报(自然科学版)(2020年3期)2020-03-30从专利技术角度分析轧辊内部冷却技术发展中国新技术新产品(2016年15期)2016-09-27