张政,苗玉刚,吴一凡,孙宏伟,刘超
(1.哈尔滨工程大学,哈尔滨 150001;2.中国船舶重工集团第七一六研究所,江苏 连云港 222000)
船舶行业对钢材的需求量大,体现在船舶的各个领域,例如船舶结构件、海工平台等多种关键结构位置[1],而这些船用结构的连接都需要高效的焊接工艺来完成。船用钢的焊接工艺发展对船舶行业的发展有着直接的推动作用,提高焊接效率意味着节约成本,改善焊接质量更是意味着更高的安全性以及更长的使用寿命[2]。因此改进原有焊接工艺,或是发明新的焊接工艺以提高焊接效率、改善焊接质量的意义重大。传统的焊接方法无法解决提高熔敷率与减少热输入的矛盾[3],在高热输入的焊接条件下,会出现各种如咬边、塌陷、焊缝不连续等缺陷。而采用先进的现代焊接技术,虽然能在一定程度上减少缺陷,得到成形良好的焊缝,但是其焊接设备相当昂贵[4]。因此改进传统焊接工艺以降低焊接成本成为了人们关注的热点。
国外学者针对传统焊接工艺的改进开展了大量的研究,以期实现在保证焊接质量的同时,提高焊接速度并降低焊接成本。2001年美国肯塔基大学的Zhang[5]提出了单电源双面电弧焊(double-sided arc welding)工艺,在焊接过程中,等离子弧变得更加集中,并且双面电弧焊具有减小热输入、控制热影响区等方面的优点。但是该工艺在薄板高速焊接过程中,其电弧稳定性难以控制,且容易出现熔池塌陷和焊穿等缺陷[6]。肯塔基大学Li等人[7]对双旁路高熔敷率的电弧MAG焊系统做了大量的前期工作,双旁路GMAW方法的提出有着重要的意义,与单旁路GMAW方法比较,双旁路电弧最大的特征在于可以使熔滴受力对称均匀。
为减少焊接过程中的热输入和增大熔敷率,杜晶晶等人[8]提出了薄板不锈钢旁路分流双面焊接的方法,在提高总电流、增大熔敷率的同时,减少了流经母材的电流,降低了对母材的热输入,并增加了焊接速度,提高焊接效率,建立了整套的薄板不锈钢高速焊接系统,探究了焊接速度对焊缝成形及接头形貌的影响,并结合微观组织和力学性能,对改进工艺的焊接接头性能进行了研究。
采用2 mm厚的304不锈钢作为试验材料,板材尺寸为180 mm×50 mm×2 mm,焊丝选择为同质的304不锈钢,焊丝直径为1.2 mm。试验材料化学成分和力学性能分别见表1和表2。

表1 304不锈钢的化学成分(质量分数,%)

表2 304不锈钢的物理和力学性能
薄板不锈钢高速焊接系统由YD-500AG2型MIG焊机和YC-300WX4型TIG焊机分别作为主路和旁路,同时在板材背部加入副TIG焊枪,还包含了电流电压监测装置和焊接行走机构等部分,试验原理示意图如图1所示。旁路分流双面电弧焊基本原理:采用加大焊接电流的方式提高焊接速度,为防止因电流过大而使焊缝出现咬边、较大变形等缺陷,通过正面加入TIG焊枪进行旁路分流,流经MIG焊枪的总电流I被分成了旁路流回焊接电源的旁路电流Ip和流经背部副TIG枪的Im[9]。通过探究不同旁路电流和焊接速度对焊缝成形的影响,使得电弧在速度提升的同时依旧保证稳定性,并且消除由于电流较大带来的焊接缺陷[10]。

图1 试验原理图
2.1 焊接速度对焊缝成形的影响
为使不锈钢薄板焊接效率提升,通过旁路分流双面电弧焊接工艺方法,对焊接过程中的热输入达到准确调控的目的,从而在保证热输入前提下,提升焊接速度。试验中对2 mm的304不锈钢焊接中的旁路分流与焊接速度的关系进行了工艺特性分析,通过前期的工艺试验基础,试验参数设定为正面主路MIG电流110 A,主路电压32 V,正面TIG旁路电流分别为35,45和55 A,表3为试验工艺参数。通过成形良好的焊缝获得相应的焊接速度,图2为不同旁路分流状态下焊缝成形。
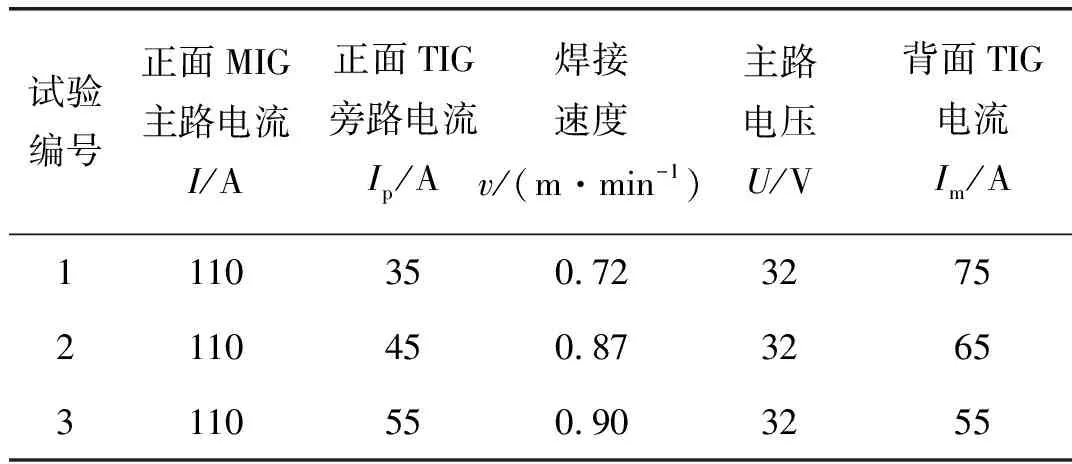
表3 试验工艺参数

图2 不同旁路分流状态下焊缝成形
通过增大旁路电流可以减小母材的热输入,进而加快焊接速度,通过工艺试验得到3组焊缝,其焊接速度可以随着旁路电流Ip逐渐增大,当Ip=45 A时获得成形最优的焊缝,Ip=35 A时焊缝出现明显的铺展不充分,而Ip=55 A时焊缝出现了咬边缺陷,因此旁路分流的值需要控制在一定范围内,超过这个范围则会产生电弧耦合不好等现象[11]。由以上可以得出,旁路电流设置为45 A、焊接速度为0.87 m/min时可获得成形美观的焊缝。
2.2 旁路分流对焊缝成形的影响
为验证薄板不锈钢高速焊接系统对焊接速度的提升效果,对2 mm的304不锈钢进行正交试验。焊接中选用的试验参数为主路电流110 A,主路电压32 V,焊接速度0.87 m/min,正面TIG钨极距离母材4 mm,MIG导电嘴距离母材12 mm,背面TIG钨极距离母材3 mm,获得成形良好的焊缝。图3是旁路分流后焊接接头的形貌,图4和图5为分流后焊接接头宏观和微观形貌。

图3 旁路分流及无分流状态下焊缝成形

图4 薄板高速焊接对接接头宏观形貌

图5 最佳工艺参数下对接接头微观组织形貌
图3为有无旁路的条件下焊缝的外观成形,从焊缝的正面形貌分析得知,有旁路分流存在时,焊缝成形均匀,无塌陷,咬边等缺陷。当撤去旁路时,主路电流增大,而焊缝出现塌陷等情况。撤去旁路时,流经母材的电流变大,增大了母材的热输入,可以观察到背面的电弧会变更加明亮。薄板不锈钢高速焊接中引入旁路分流双面电弧焊的工艺对于消除焊缝缺陷有较大的优势[12],并且由于旁路电流的引入,增加了焊丝的熔敷率,使得整体效率得到提升。
由图4可以看出,薄板高速焊接对接接头宏观形貌中无明显的焊接缺陷,整个焊缝成椭圆形,可以清晰地看出热影响区没有缺陷。可以验证旁路分流在保持焊丝较高熔敷率的同时,降低作用于母材的热输入,是一种高效、低热输入的焊接方法[13],并且通过焊缝背部的熔深可以看出,在旁路分流双面焊接时,背部熔深增加,提高焊接速度的同时实现焊缝的熔透。
图5通过VHX-1000E型超景深光学显微镜观察得到接头微观金相组织,可以观察到焊接熔合区明显,熔合线清晰可见。母材区呈现典型轧制态晶粒,焊缝一侧呈现铸造态晶粒[14],且有外延生长趋势。在焊缝一侧,晶粒取向基本垂直熔合线,直到焊缝中心。在热影响区与熔合区交汇处靠近焊缝一侧,由于温度较高,晶粒将再次生长,观察上下表面可发现,靠近焊缝底部的部分,由于有铜垫板的存在,冷却速度较快,晶粒在过冷度较大的环境下晶粒数目增多,晶粒尺寸继续细化[15],而焊缝中上部分因为冷却速度慢,晶粒尺寸较大。
2.3 力学性能
用型号CSS-44300万能试验机对接头进行拉伸试验,拉伸速度为4 mm/min。为了保证拉伸试验的合理性,取同一焊缝上宽度约为10 mm的3个试件做测量,最后对试验结果取平均值。图6为薄板旁路分流双面电弧高速焊接对接接头拉伸曲线及拉伸件断裂位置。

图6 焊接接头的拉伸曲线及断裂位置
304不锈钢母材的抗拉强度为520 MPa,根据拉伸试样结果得到焊接接头抗拉强度平均值为618 MPa,约为母材抗拉强度的118.85%;
通过微观组织分析得出,由于该工艺方法降低了焊接过程中的热输入,有效防止了接头脆化现象,奥氏体晶粒得到明显细化,并根据拉伸试样可以看出断口在母材处,证明焊缝强度符合接头应用的力学指标,验证了旁路分流双面焊接系统在选择良好的参数范围后,一方面可以提高焊接效率,另一方面增大了填充金属的熔敷效率,消除了焊缝区内的焊接缺陷,提高了接头的力学性能。
(1)通过搭建薄板高速焊接系统,旁路分流双面电弧焊的焊接工艺可以用于焊接2 mm板厚的304不锈钢,并通过工艺试验得到稳定的焊接过程和良好的焊缝成形,在引入适当的旁路电流后,进一步提升焊接效率,并实现0.87 m/min的焊接速度。
(2)通过对比试验,对旁路分流与焊缝成形进行了试验分析,得到在主路电流110 A的条件下的最佳旁路电流为45 A,并分析了焊接缺陷的形成原因。对焊接接头进行了宏观形貌和微观组织分析,验证了该工艺方法无明显缺陷。
(3)薄板高速焊接系统得到的焊接接头抗拉强度达到了618 MPa,为母材抗拉强度的118.85%,断裂位置发生在母材,焊缝的力学性能达到接头应用的力学指标。
猜你喜欢 薄板旁路母材 旁路放风效果理论计算建材发展导向(2021年16期)2021-10-12稀奇古怪的 一块板作文新天地(小学版)(2021年8期)2021-08-24薄板焊接工艺及质量控制分析探索科学(学术版)(2021年6期)2021-07-20多孔有限薄板应力集中系数的多项式拟合科技创新导报(2021年33期)2021-04-17不停跳冠状动脉旁路移植术治疗非ST段抬高型心肌梗死效果分析中国现代医药杂志(2020年10期)2020-12-14Recovery from prolonged disorders of consciousness:A dual-center prospective cohort study in ChinaWorld Journal of Clinical Cases(2020年12期)2020-09-15构架的母材失效分析理论与创新(2020年11期)2020-07-26超超临界二次再热机组旁路控制策略设计及应用发电设备(2020年1期)2020-02-12冷轧薄板厂涂油机涂油质量的研究电子制作(2018年8期)2018-06-26基于SCADA 遥信的旁路代自动识别及应用系统设计实现中国新技术新产品(2010年6期)2010-01-01