吕洪涛,李 锋,刘志毅,王俊涛,张祥春,石 亮,王池权,邵成伟
(中国航空综合技术研究所,北京 100028)
超声C扫描成像检测技术是保证产品质量的重要无损检测手段,具有缺陷定位准确、灵敏度高、成本低等优点,广泛应用于航空、航天、核工业等关键领域[1-3]。在超声C扫描检测过程中,基于数字化图像进行缺陷分析是判定被检测对象是否满足验收条件的关键工序。
随着新材料、新工艺、新结构的不断涌现,其缺陷和验收条件也随之更新[4-11]。以超塑成形扩散连接和复合材料制件为例,由于其制作工艺复杂、影响因素较多,超塑成形扩散连接内部容易出现焊接不良等面积型缺陷,且缺陷形状往往不规则,缺陷大小、数量和位置也无明显规律[4-8];
受其工艺、材料和结构影响,复合材料制件内部也容易出现分层、脱黏等面积型缺陷[9-11]。与常用当量评定方法[12]具有明显不同的是,超塑成形扩散连接和复合材料制件更关注缺陷面积或缺陷在整个制件中所占比例[8,13]。
现有商用超声C扫描检测系统软件大多已具备长度测量功能,少数软件具备基于幅值阈值的缺陷面积分析功能。然而,对于内部结构特征复杂的制件,很难从C扫描图像中的波幅上区分缺陷与结构特征。刘海强等[13]开展了基于阈值分割法的超声C扫描图像缺陷面积计算,为钎焊缺陷面积的计算提供了解决途径。然而,研究工作未考虑结构特征对缺陷面积计算的影响。
针对以上问题,以超塑成形扩散连接和复合材料制件为研究对象,提出一种基于超声C扫描数字图像处理的缺陷面积分析方法,并开发相应的GUI(图形用户界面),通过对典型超声C扫描图像进行分析处理,研究该方法在缺陷分析方面的有效性。
1.1 分析流程
超声C扫描检测法是采用超声反射法或透射法对被检试件进行二维扫描检测,提取各个位置检测信号在特定时域闸门内的波幅信息,从而获得检测图像的技术。目前,超声C扫描检测图像一般为彩图或灰度图,图中横纵坐标代表被检试件二维位置信息,图像中每个像素颜色代表闸门内波幅,波幅大小可根据其颜色与色带的比对获得。基于超声C扫描图像的缺陷分析流程图如图1所示。

图1 基于超声C扫描图像的缺陷分析流程图
缺陷分析流程如下:① 利用计算机读取超声C扫描检测图像,将图像的颜色信息转换成波幅信息;
② 对读取的图像进行平滑滤波预处理,减小检测噪声的影响,提高图像质量;
③ 通过人机交互,利用鼠标勾选滤波处理后的图像ROI(感兴趣区域),根据需求可根据边界线对图像进行旋转校正处理;
④ 当检测图像中无结构特征时,可通过设置缺陷波幅阈值,统计阈值范围内像素数量以及整体像素数量,计算完好率;
⑤ 当检测图像中有结构特征时,通过人机交互,利用鼠标勾选图像中复杂结构特征以及关键区域、非关键区域,存储结构特征参数,用于同批次结构特征参数的自动导入。然后通过设置结构特征的宽度信息,对结构特征内的波幅置零,消除其对缺陷面积统计结果的影响,最后分别统计关键区域和非关键区域以及其中缺陷的像素数量,计算整体的完好率。可见,图像读取中的图像转换和分析过程中的人机交互是该方法实现的关键。
1.2 图像转换
存储后的超声C扫描图像可以是PNG、JPG、BMP等格式。利用计算机读取超声C扫描检测图像时,其数据表现为RGB(三原色) 模式的三维数组,即图像中的每个像素点对应一个(R、G、B)数值,每个R、G、B分量的取值范围均为[0, 255]。直接对这种三维数组进行分析,很难建立其与波幅之间的联系。而将超声C扫描图像转至灰色图时,存在不同颜色对应相同灰度的情况,从而影响缺陷评定和面积统计。
为准确进行数据分析,可同时读入超声C扫描图像和色带,将超声C扫描检测图像中每个像素点的(R、G、B)数值PRGB(x,y)与色带中每个像素的(R、G、B)数值CRGB(i)逐一进行比对。当(x,y)坐标位置处的(R、G、B)数值与色带第i个像素的(R、G、B)数值最接近时,(x,y)坐标位置处的波幅即为色带第i个像素所对应的波幅,即
A(x,y)~min(PRGB(x,y)-CRGB(i))
(1)
式中:A(x,y)为试件(x,y)坐标位置处的波幅;
PRGB(x,y)为超声C扫描图像中(x,y)坐标像素处的(R、G、B)数值;
CRGB(i)为色带第i个像素处的(R、G、B)数值。
通过式(1)的转换,可将读入图像对应的RGB模式三维数组转换成二维波幅矩阵。该过程可在图像导入时同步进行。为提高超声C扫描图像的质量,可对导入的图像进行平滑滤波处理。
1.3 人机交互
当被测试件中存在结构特征时,如超塑成形扩散连接件内部存在复杂气道,若缺陷所在深度与结构特征所在深度十分接近,结构特征和缺陷将同时出现在超声C扫描图像中。而为检测出小缺陷,超声检测灵敏度一般较高,结构特征和缺陷的信号幅值均满屏显示,从幅值上也很难将二者区分。此时,结构特征的存在将严重影响缺陷的自动识别和缺陷面积的分析计算。
根据被检试件设计图纸,专业超声检测人员可清楚辨识超声C扫描图像中的结构特征。基于此,可借助ginput函数实现超声C扫描图像结构特征的输入。进一步,根据结构特征的宽度,可对勾选出的结构特征区域进行标记处理,例如将该区域内的波幅进行置零处理,可将结构特征与缺陷从波幅上进行区分。通过该方法可以有效去除结构特征对缺陷面积统计的影响。利用ginput函数进行人机交互的典型界面如图2所示。

图2 利用ginput函数进行人机交互的典型界面
基于ginput函数的人机交互除以上功能外,还可以实现超声C扫描图像中被测试件待分析区、试件中关键区和非关键区等ROI信息的输入。从实用角度来看,该方法具有准确度高,操作灵活的特点。同时,存储人机交互输入的相关特征参数,可用于同一批次被测试件的分析处理,而无需重复人机交互输入,可有效提高分析效率。
1.4 软件开发
根据以上流程,编写可执行文件,形成相应的GUI(图形用户界面)。该GUI主要包括图像输入、图像处理、结构特征、缺陷波幅阈值、完好率计算和图像显示等功能模块。该可执行文件可用于零部件超声C扫描图像缺陷面积分析,计算被测试件的完好率,而且可在任何满足要求的计算机上单独使用,具有一定通用性。典型缺陷分析流程示例如图3所示。

图3 典型缺陷分析流程示例
图3(a)所示为图片导入,即将图像信息由RGB模式三维数组转换成二维波幅矩阵;
图3(b)所示为ROI选择,即人机交互输入被检试件待分析区、结构特征、关键区和非关键区;
图3(c)为缺陷波幅阈值输入后获得的计算结果,可知该被检试件关键区、非关键区和整体完好率分别为99.83%、99.22%和99.36%。
试验用超声C扫描系统包括MZ-03型水浸超声C扫描检测系统和MZ-04型喷水超声C扫描检测系统。两套超声C扫描系统分别由超声激励采集模块、工控机、机械扫查机构等组成。MZ-03型超声检测系统配有水槽,可利用水浸脉冲反射法进行A、B、C扫描检测。MZ-04型超声检测系统配有专用喷水系统,可利用喷水穿透法进行A、B、C扫描检测。反射法和穿透法超声C扫描检测原理如图4所示。

图4 反射法和穿透法超声C扫描检测原理示意
根据标准GJB 1580A—2019 《变形金属超声检验方法》和GJB 1038.1A—2004 《纤维增强复合材料无损检测方法》分别对碳纤维层压板人工模拟缺陷试件、超塑成形扩散连接试件和碳纤维复材冲击试件进行水浸超声或喷水超声C扫描检测。依据标准HB 7825—2007 《复合材料制件无损检测对比试块制作与要求》制作碳纤维层压板人工模拟缺陷试件,通过在织物层中放置0.4 mm厚聚四氟乙烯膜的方式在试件中预制人工模拟缺陷,试件厚度为6 mm,其结构如图5所示。其中的人工模拟缺陷形状为圆形,直径分别为4,7,10,15 mm,每行模拟缺陷深度自上而下分别为1,2,3 mm。

图5 碳纤维层压板人工模拟缺陷试件结构
为验证所提出的基于超声C扫描图像缺陷面积分析方法的有效性,利用开发的GUI对典型超声C扫描图像进行缺陷分析。
3.1 检测精度分析
碳纤维层压板人工模拟缺陷试件水浸超声C扫描检测所用超声探头为15 MHz-F6型水浸聚焦探头,扫查步进为1 mm。得到的碳纤维层压板人工模拟试件水浸超声C扫描图像如图6所示。

图6 碳纤维层压板人工模拟试件水浸超声C扫描图像
基于该超声C扫描检测图像,用-6 dB法分别测量缺陷沿x方向和y方向的直径,取二者平均值作为模拟缺陷直径d1。
利用开发的GUI对图6中每个缺陷进行分析计算时,缺陷阈值根据-6 dB法进行设置。利用GUI可直接计算每个缺陷对应的试件完好率,然后根据试件的总面积计算缺陷面积及其直径d2,模拟缺陷尺寸测量结果如表1所示。根据表1可知,d1和d2均与设计尺寸吻合较好,误差较小。由此表明,基于超声C扫描图像的缺陷面积分析方法可用于碳纤维层压板缺陷面积分析。
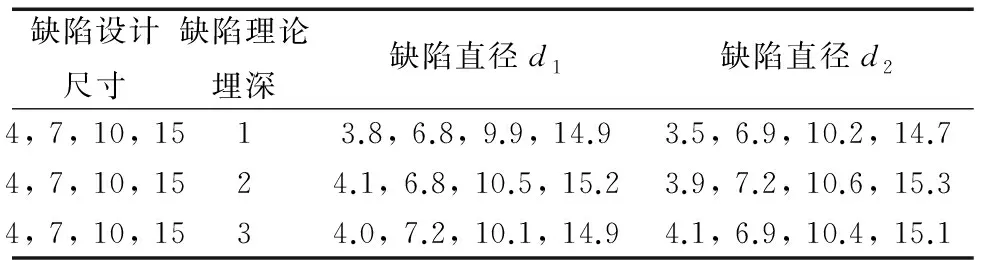
表1 模拟缺陷尺寸测量结果 mm
3.2 应用案例
在以上研究基础上,将开发的GUI应用于超塑成形扩散连接试件和碳纤维复材冲击试件超声C扫描图像的缺陷面积分析,计算试件的完好率。

图7 两种试件的超声C扫描检测结果
利用MZ-03型超声检测系统对典型超塑成形扩散连接试件进行水浸超声C扫描检测,利用MZ-04型超声检测系统对复合材料冲击试件进行喷水式穿透法超声C扫描检测,两种试件的检测结果如图7所示。由图7(a)可知,超塑成形扩散连接试件的检测图像中存在大量结构线条,其幅值与缺陷幅值相同,无法通过波幅差异将二者区分;
图7(a),(b)中缺陷形状均不规则,通过商业软件中的测长工具很难获得缺陷的面积信息。

图8 两种试件的完好率分析结果
利用所开发的GUI对图7(a)进行分析时,可采用GUI中人机交互功能,分别选择结构特征、关键区和非关键区,然后通过设置合适的缺陷阈值进行缺陷面积分析,详细过程参照图3。对图7(b)进行分析时,由于图像不存在结构特征,可直接通过设置缺陷阈值对试件完好率进行分析计算。两种试件的完好率分析结果如图8所示,可知超塑成形扩散连接试件关键区、非关键区和整体完好率分别为99.77%,96.52%和97.16%,碳纤维复材冲击试件完好率为98.11%。当试件待分析区域面积已知时,可根据其完好率计算缺陷面积。
值得注意的是,所提方法是在超声C扫描图像基础上开展的。超声C扫描检测的步进大小直接影响检测图像的空间分辨率,进而对所提方法的准确性产生影响,即,步进越小,超声C扫描图像空间分辨率越高,图像特征轮廓越清晰,所提方法的分析结果越准确。
提出了一种基于超声C扫描的数字图像缺陷面积分析方法,并开发出GUI人工界面的可执行文件。利用该GUI对典型试件超声C扫描图像进行缺陷面积分析,得出以下结论。
(1) 所提出的方法可用于有无结构特征被测试件中不规则缺陷面积的分析,计算被测试件完好率。
(2) 基于人工交互功能,所开发的GUI可灵活选择ROI,有效去除结构特征对缺陷分析的影响,具有准确度高、操作灵活的特点,并具有一定普适性。
深入开展基于超声数字图像处理的缺陷分析,提高缺陷特征分析能力与效率是超声无损检测发展的一个重要方向。未来可借助深度学习等人工智能手段,实现结构特征的智能识别,进一步提高缺陷分析效率。
猜你喜欢 结构特征波幅碳纤维 论莫言小说的复线式结构特征天中学刊(2022年4期)2022-11-08开封市健康人群面神经分支复合肌肉动作电位波幅分布范围研究癫痫与神经电生理学杂志(2022年6期)2022-02-10一种碳纤维加固用浸渍胶的研究上海建材(2019年4期)2019-05-21开不同位置方形洞口波纹钢板剪力墙抗侧性能价值工程(2018年25期)2018-09-26HP-RTM碳纤维复合材料中通道加强板研究纤维复合材料(2018年4期)2018-04-28中间相沥青基碳纤维及其在飞机上的应用纤维复合材料(2018年3期)2018-04-25躯体感觉诱发电位在慢性酒精中毒性脑病的诊断价值中国现代医生(2017年24期)2017-10-17碳纤维增强PBT/ABS—g—MAH复合材料的力学性能和流变行为中国塑料(2016年6期)2016-06-27结构特征的交互作用对注塑齿轮翘曲变形的影响中国塑料(2016年2期)2016-06-15考虑传输函数特性的行波幅值比较式纵联保护原理西南交通大学学报(2016年4期)2016-06-15